- Подводная сварка
- Содержание:
- Особенности
- Технология
- Форма шва
- Напряжение и ток
- Электроды и сварная проволока
- Интересное видео
- Технология подводной сварки
- Сферы применения подводной сварки
- Принципы работы подводной сварки
- Оборудование и расходные материалы для сварки на глубине
- Организация сварочного процесса под водой
- Требования к подводным сварщикам
- Сварка под водой
- Особенности сварки под водой
- Виды подводной сварки
- Ручная мокрая и полуавтоматическая
- В рабочей камере
- В сухом боксе
- Режимы сварки
- Применяемые электроды
- Возможности подводной резки
Подводная сварка
Содержание:
Подводная сварка считается уникальной технологией, во время нее соединяются металлические конструкции, находящиеся в подводной среде. Этот метод используется при строительстве и ремонте разных сооружений, которые находятся под водой. Во время проведения сварки используется специальное оборудование, которое позволяет работать под водой. Но все же перед тем как приступать к работе стоит изучить основные особенности и нюансы процесса.

Особенности
Сварка под водой является опасной работой, это связано с тем, что сварщик находится в токопроводящей среде. В это время организм испытывает сильные нагрузки из-за сильного давления воды. Но все же применение данного метода делает возможным прокладку трубопровода для водоснабжения поселка или целого района. Также при помощи подводной технологии можно связать две части города при помощи прокладки металлического моста через реку.
Сварка в воде осуществляется за счет оттеснения жидкости испаряющимися газами, которые образуются в результате плавления электродов. Воздушная смесь производит выталкивание воды из области сварной ванны. Именно она удерживает дугу, производит соединение с высоким качеством.
К главным особенностям сварочной технологии под водой можно отнести:
- Горение дуги осуществляется в области воздушного пузыря, на его стенки давит жидкость. За счет этого оказывается давление на вплавляемую металлическую заготовку. Все это приводит к тому, что соединения получают глубокое проплавление.
- В связи с тем, что оказывается наружное давление и осуществляется моментальное остывание наложенного металла. При этом чешуя соединения приобретает углубленные формы.
- Испаряющиеся газовые смеси вызывают сильное вспенивание воды, это может ухудшить видимость сварного процесса. На видимость сварщика оказывает влияние структура жидкости, а именно степень ее прозрачности. По этой причине может происходить смещение центра соединения.
- На начальном этапе может происходить не точное попадание электрода в точку соединения конструкций из металла. Через защитный фильтр невозможно ничего увидеть в темноте, поэтому сварщик вынужден брать второй рукой кончик электрода и направлять его на начальную область сварного соединения.
- При сварочной технологии в отличие от работ на суше используются повышенные режимы тока. Это требуется из-за быстрого охлаждения металлической основы. В итоге получается прочное и герметичное сварное соединение. Однако ускоренный процесс кристаллизации молекулярной решетки создает слабую сопротивляемость шва на изломы, а также снижает ударную вязкость.
- Водная сварочная технология обладает тяжелым розжигом. Конструкции из металлической основы, сверху частично покрыты коррозийным поражением, это может снижать возбуждение дуги. По этой причине сварщик вынужден буквально ковырять электродом по изделию.
- Поскольку под водой действует сила притяжения, то швы должны выполняться сверху вниз.
- При проведении сварочного процесса под водой дуга должна гореть непрерывно, это обеспечит полноценное образование газового пузыря и предоставит возможность для нормальной накладки шва.
Технология
Чтобы понять, как варят сваркой под водой, стоит рассмотреть особенности технологии данного процесса. Основная суть состоит в том, что при проведении варения под водой выделяется газ, который образует пузырь. Именно он обволакивает электроды для подводной сварки и свариваемые детали, что приводит к освобождению пространства для горения дуги.

Стоит отметить! Тепло, которое выделяется при горении дуги, расходуется на разогревание и плавление металла. При этом металлическая основа постоянно охлаждается под воздействием окружающей воды.
Иногда температура при проведении подводного сварочного процесса может опускаться до отрицательных значений. Обычно это происходит в ситуациях, когда вода насыщенна большим объемом солей.
Газ, который выделяется при горении дуги, частично считается продуктом сгорания металлов. Небольшая его часть (водород и кислород) образуется во время разложения воды под влиянием электрического тока и повышенной температуры.
Форма шва
Если вы новичок или неопытный сварщик с небольшим стажем, то прежде чем проводить подводную сварку вам обязательно нужно пройти обучение. Оно позволит разобраться во многих нюансах этого процесса, включая какой формы должен быть шов. В связи с тем, что при проведении технологии под водой происходит постоянное всплытие газа в беспорядочном движении, это может ограничить видимость в зоне сварной ванны.
Именно данные обстоятельства оказывают влияние на особенности конструкции шва при проведении сварки под водой. Они обычно выполняются в виде тавров, а именно когда соединяемые детали находятся относительно друг друга под углом, который близок к прямому. А если соединяемые детали должны быть в одной плоскости, то их сваривают внахлест.
Напряжение и ток
При проведении сварочного процесса под водой требуется высокое напряжение, которое сможет обеспечить устойчивое горение дуги. Его показатели должны составлять 30-35 В.
Чтобы смогла производиться подача такого напряжения на глубину, применяются специальные сварочные аппараты, которые могут выдавать напряжение в 80-120 В и сварной ток 180-220 А. Сварочная технология под водой может выполняться с применением постоянного и переменного тока.
Электроды и сварная проволока
Особое внимание стоит обратить на электроды для сварки под водой. Данные элементы должны быть выполнены из материала, который не подвержен воздействию воды. Часто для этого вида сварки используются материалы из малоуглеродистой стали.

Важно! Подводные электроды покрываются специальной обмазкой. Для нее используются составы, которые предотвращают разрушение материала длительного время. Они создают на поверхности защитной слой с водонепроницаемой структурой.
Электроды для сварки в воде могут покрываться парафином, воском, растворенным в ацетоне целлулоид. Именно эти смеси имеют хорошее защитное действие, они позволяют длительное время работать под водой.
Электроды для сварки с водой могут иметь диаметр от 4 до 6 мм. Часто применяются элементы специальных марок:
Во время проведения полуавтоматического сварочного процесса используется сварочная проволока следующих марок — СВ-08Г2С, ППС-АН1.
Сварочная технология, которая проводится под водой, является необходимой технологией для проведения важных работ. Она широко используется в нефтяной области, при проведении ремонтных работ судов морского и речного типа, причалов, портовых сооружений и других важных конструкций. Процесс обладает достаточно сложной технологией проведения, но если знать все важные особенности, то в результате можно получить прочное и долговечное соединение.
Интересное видео
Источник
Технология подводной сварки
Каким образом обеспечивается работа сварки под водой и какое оборудование применяют. Требования к расходным материалам и к специалистам. Об этом далее.

Сварка под водой — поистине уникальный технологический процесс, ведь, казалось бы, как можно совместить несовместимое? Но с развитием кораблестроения, нефтяной отрасли и строительством морских установок возникла необходимость в проведении сварочных работ под водой. Впервые возможность подводной сварки была опытно доказана советским ученым К.К. Хреновым, а впоследствии данная технология получила широкое применение при осуществлении строительных и ремонтных работ на глубине.
Сферы применения подводной сварки
Сварка под водой — неотъемлемая часть любых ремонтных или монтажных работ металлических конструкций и деталей, находящихся ниже ватерлинии:
- нефтяных трубопроводов, по которым передается нефть и газ в различные страны и регионы
- морских и речных судов, которые подвергаются коррозии, различным повреждениям во время шторма и боевых действий и т.п.
- причалов и портовых сооружений, значительная часть которых находится ниже ватерлинии
- буровых вышек, платформ или дамб
- специальных технических сооружений вокруг скважин на морском дне и т.д.

Для того чтобы понимать, каким образом возможно воплотить настолько сложные задачи, необходимо иметь представление о технологических особенностях и принципах подводной сварочной деятельности.
Принципы работы подводной сварки
- Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т.д. Как это происходит, мы опишем ниже.
- Мокрая подводная сварка осуществляется специалистом-сварщиком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений. Каким образом это происходит?
В данном случае применяется метод дуговой сварки, который является наиболее распространенным. Сварочная дуга во время работы на глубине выделяет много тепловой энергии и испаряет воду вокруг себя, что создает заполненную газом сферу, позволяющую ей гореть вне зависимости от слоя воды вокруг. При этом продукты сгорания поднимают вокруг себя взвеси, затрудняющие видимость сварочного шва специалисту. В свою очередь, данный вид сварки подразделяется на подвиды:
- Полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
- Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах.
Конечно, для проведения работ такой сложности используются не стандартное оборудование и расходные материалы, а специализированные, адаптированные под тяжелые условия применения. Каким требованиям они должны отвечать, рассмотрим далее.
Оборудование и расходные материалы для сварки на глубине

Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Организация сварочного процесса под водой
- Сухая сварка под водой. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат, времени, подготовки и специализированного дополнительного оборудования (краны, суда, контролирующие и измерительные приборы и т.п.). Подвиды сухой сварки на глубине:
- Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т.п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
- Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения.
- Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой непосредственно в воде, уступает сухой подводной сварке.

Требования к подводным сварщикам
Если у вас есть вопросы, связанные с данной темой, или, может быть, вы работаете по данной специальности, оставьте свой комментарий или поделитесь личным опытом.
Источник
Сварка под водой
Подводная сварка — это метод соединения металлических изделий находящихся в жидкой среде. Он используется для строительства и ремонта опор мостов, прокладки трубопроводов через водоемы, и аварийных работах на судах. В зависимости от глубины, на которой будет вестись сварка, применяется разнообразное оборудование. Каковы нюансы этого метода? Как выполняется сварка под водой и какое используется для этого оборудование? Подробные ответы в статье ниже и в прилагаемом видео.

Особенности сварки под водой
Сварочный процесс выполняемый под слоем воды — довольно опасное занятие ввиду полного нахождения сварщика в токопроводящей среде. Организм испытывает и перегрузки из-за давления жидкости. Но благодаря этому методу соединения металлических изделий возможна быстрая прокладка трубопровода для водоснабжения поселка или микрорайона. Связать две части города мостом через реку тоже реально благодаря подводной сварке.
Сам процесс возможен из-за оттеснения жидкости испаряющимися газами от плавления металла и обмазки электрода. Данная воздушная смесь выталкивает воду из сварочной ванны и позволяет удерживать дугу и вести шов. У этого способа сваривания стали есть ряд особенностей:
- Хотя дуга горит в воздушном пузыре, на его стенки давит вода, что создает давление и на вплавляемый металл. Благодаря этому швы получают глубокую степень проплавления.
- Из-за наружного давления и быстрого охлаждения наложенного металла чешуя шва получает грубую форму.
- Испаряющиеся газы постоянно вспенивают воду и мешают наблюдения за сварочной ванной. Чистота самой жидкости тоже влияет на видимость сварщика. Вследствие чего частым дефектом является смещение центра шва. Начало процесса осложнено попаданием электрода в точку соединения деталей. Поскольку через защитный фильтр ничего не видно в темноте, то сварщику приходится второй рукой браться за кончик электрода и направлять его на начало шва.
- Подводная сварка отличается повышенными режимами тока, чем при аналогичной работе на суше. Это необходимо из-за быстрого охлаждения металла. В результате, можно получить надежное герметичное соединение. Но быстрая кристаллизация молекулярной решетки делает шов слабым для сопротивления на излом, и с низкой ударной вязкостью.
- Еще одной особенностью является трудный розжиг. Металлические конструкции, находящиеся под слоем воды, частично покрыты коррозией, что усложняет возбуждение дуги. Сварщику приходится буквально ковырять электродом по изделию (постукивать не получиться ввиду медленности этого движения в воде).
- Вертикальные швы выполняются сверху вниз, поскольку сила притяжения действует и под водой. Только дуга должна гореть непрерывно, чтобы производить газовый пузырь и обеспечивать возможность накладки шва.
Виды подводной сварки
Сварка под водой имеет несколько вариантов. Все они основаны на создании сварочной ванны путем горения электрической дуги, но отличаются видами исполнения и предназначения.
Ручная мокрая и полуавтоматическая
Самым простым и дешевым методом подводного соединения металлов считается мокрая ручная сварка. Она выполняется покрытыми электродами или горелкой с механизмом подачи проволоки и продувкой защитным газом. Этим методом можно быстро заварить стык трубы или тавровое соединение опоры моста. Так легко поставить латку на днище корабля в чрезвычайных условиях, когда до ремонтной верфи еще далеко.
Работа покрытыми электродами в подводных условиях схожа на аналогичный процесс на суше. Так выполняется сварка и резка металлов погруженных в жидкость. Только для разрезания стали необходимо еще больше поднять силу тока и удерживать электрод на одном месте, пока там не появиться сквозное отверстие. Этому можно содействовать, если после расплавления верхнего слоя пытаться проткнуть стержнем электрода оставшуюся толщину металла. Эти работы могут проводиться на глубине максимум 40 метров. Но вести их следует короткими этапами с перерывами. Кабеля, подаваемые в воду, должны быть цельные (без скруток) для избежания потерь напряжения и ударов тока. Держатель специализированный для подводной сварки, содержит минимум открытых токопроводящих частей. Электроды должны вставляться и фиксироваться одним движением.
В рабочей камере
Подводная сварка в небольшой камере используется там, где требуется особо прочное соединение. Метод заключается в применении небольшого резервуара, который накладывается вокруг трубы. Из него откачивается вода. Стенки камеры имеют прозрачную структуру, через которую легко наблюдать за горением дуги и формированием шва. Сварщик управляет горелкой через специальные отверстия.
Благодаря этому шов выполняется в сухой среде, как обычное соединение. Металл остывает постепенно, что содействует хорошим показателям ударной вязкости. Испаряющиеся газы не создают бульбы, мешающие обзору. Но метод имеет недостатки ввиду специализированного изготовления камеры под конкретные виды работ. Поэтому применяется только на очень ответственных стыках. Поскольку сам сварщик продолжает находится под водой, максимальная глубина работ остается 40 метров.
В сухом боксе
Еще один метод подводной сварки заключается в помещении изделия и сварщика в мобильный бокс, из которого выкачивается вода. Рабочий остается в водолазном костюме, но работает в полностью сухой среде, или стоя по пояс в воде. Швы получаются как на суше. На сварщика не давит окружающая жидкость. Работы ведутся с большей продолжительностью и скоростью. Метод используется на ответственных соединениях, объемных конструкциях, или больших глубинах. Является одним из самых дорогих ввиду необходимости подъемного крана и аренды самого бокса.
Режимы сварки
Чаще всего используется первый из описанных видов подводной сварки. Он самый дешевый, и позволяет получать качественные соединения. Для этого важны правильные режимы. Под водой лучше выполнять сварочные работы на постоянном токе, так дуга горит более стабильно. Сила тока устанавливается выше, чем на суше, из-за быстрого охлаждения металла покрывающей жидкостью. Оптимальные параметры для работы электродами диаметром 4-5 мм составляют 200-250 А, с коэффициентом наплавки около 6 г/А х Ч.
Напряжение при подводной сварке не должно превышать 35 В. Это важно для безопасности рабочего. Дефекта прожига металла не происходит ввиду постоянного охлаждения изделия водой.
Применяемые электроды
Электроды для подводной сварки в своем составе похожи на применяемые аналогичные материалы на суше. Проволока для стержня изготавливается из малоуглеродистой стали. Это содействует хорошей интеграции в основной металл и предотвращению пор.
Обмазка, создающая газовое облако, идентична электродам для сварки на воздухе. Отличаются эти изделия более толстым слоем покрытия. Еще в ее состав добавляют целлулоидный лак, смолу и парафин, что создает защитный слой от влаги. Благодаря этому обмазка электродов не раскисает в воде.
Возможности подводной резки
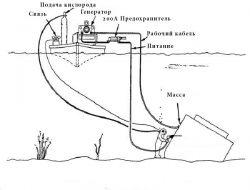
Хотя разрезать металлическое изделие под водой возможно и покрытыми электродами, существуют и более быстрые методы, применяемые для объемных работ. В данном случае используется электрод-кислородная резка. В процессе участвуют: аппарат с постоянным током, кислородный баллон, рукав с кабелем и шлангом, специальный держатель. Суть заключается в разогревании металла электрической дугой от неплавящегося электрода. Последний имеет трубчатую структуру, через отверстие в котором подается струя кислорода, разделяющая расплавленный металл. Испарения от дуги предотвращают попадание воды в зону сварки.
Сваривание металлов под водой трудоемкий и рискованный процесс. В зависимости от глубины и характера соединения используются различные виды этой сварки. Но благодаря такому методу возможно очень быстро возводить мосты, и прокладывать магистрали из труб.
Источник



