- Технология подводной сварки
- Особенности сварки под водой
- Область применения
- Виды подводной сварки
- Технология подводной сварки
- Форма шва
- Напряжение и ток
- Оборудование и расходные материалы
- Требования к водолазам-сварщикам
- Как проводят сварку под водой
- Сухой и мокрый способ
- Технология
- Форма шва
- Напряжение и ток
- Полуавтоматический способ
- Материалы и оборудование
- Шланги и кабели
- Скафандр
- Электроды и проволока
Технология подводной сварки
Впервые о возможности сварочного процесса в морской среде заговорили в конце XIX веке: за счет оттеснения жидкости испаряющимися газами, образующимися при плавлении электродов, поддерживается горение дуги.
Официально подводная сварка признана в 1932-м году. Инженер Константин Хренов в длинных резиновых перчатках сваривал детали в смывном бачке с проточной водой, электрод он покрывал водонепроницаемой обмазкой.
Первое практическое применение технологии зарегистрировано в 1936 году, подводная сварка применялась при подъеме судна в акватории Черного моря. Через два года водолазы-сварщики без завода в ДОК отремонтировали пароход Уссури, затем восстановили герметичность днища ледокола Сибиряков после снятия с каменистой отмели.
В начале 1942 года в одном из институтов Москвы была создана специальная лаборатория. Подводная сварка проводилась в огромной учебной камере, изобретались новые способы создания прочных сварных соединений под водой. Сейчас подобных учебных центров много. Технология совершенствуется, разрабатываются новые виды наплавочных материалов, оборудование.
Особенности сварки под водой
Сначала о человеческом факторе:
- организм подводного сварщика во время работы испытывает давление толщи воды, работать с оборудованием сложно;
- из-за поднимающихся пузырьков, вспенивания воды снижена видимость сварочной ванны, чаще происходит смещение наплавки;
- велик риск поражения током – вода хорошо проводит электричество, любой пробой смертельно опасен.
Основные отличия сварочного процесса:
- затруднен розжиг электрода из-за слоя ржавчины;
- работать можно только сверху вниз;
- под давлением воды на воздушный пузырь шов проплавляется глубоко;
- металл сразу остывает, образуются вдавленные чешуйки на соединении;
- работа ведется на повышенных токах;
- при быстрой кристаллизации металл становится хрупким.
Понятно, что работы осуществляет только опытный сварщик, имеющий подготовку водолаза.
Область применения
Методика подводной сварки используется:
- при возведении мостов;
- для быстрого ремонта трубопроводов, проложенных по дну водоемов;
- во время аварийных ситуаций на нефтяных платформах, гидротехнических сооружениях, дамбах;
- когда нужно срочно восстановить целостность судовых гребных винтов, обшивки корабля после повреждений.
Технология разрабатывалась для оперативных действий в боевой обстановке, но сейчас все чаще применяется в мирных целях.

Виды подводной сварки
Сваривать металл в воде можно несколькими способами:
- с изоляцией рабочей зоны (в глубоководной или рабочей камере, портативном боксе);
- непосредственно в воде;
- с использованием ручного или автоматического оборудования.
Сухая подводная сварка в боксе или камере используется редко, слишком велики расходы:
- на подъемно-транспортные механизмы, удерживающие изолирующую конструкцию;
- нагнетателей воздуха;
- приборов, контролирующих показатели создаваемой среды.
Только, когда нужно получить прочные соединения, прибегают к сухим методам.
Гипербарическая сварка – частичное совмещение мокрой и сухой сварки: водолаз-сварщик находится в водной среде, а сварочный процесс происходит в небольшом боксе, из которого воздух вытесняет жидкость.
Мокрая подводная сварка подразумевает розжиг электрода в воде, не требует предварительной подготовки, но качество соединения в этом случае страдает.
Ручная подводная сварка применяется в экстренных случаях, когда важна герметичность, шов не работает на излом, кручение. Для работы необходимы специальные электроды с непромокающей обмазкой. Полуавтоматическая с использованием наплавочной порошковой проволоки применяется для создания однородных прочных швов большой длины. Результат получается хороший. Контролировать процесс проще, чем при использовании электродов по двум причинам:
- у проволоки небольшой диаметр;
- нет вспенивающей воздух обмазки.
Работать полуавтоматами в жидкой среде проще.
К сухим методам прибегают тогда, когда нужно получить прочные соединения.
Технология подводной сварки
Принцип любых сварочных процессов – расплавление металла под воздействием электрической дуги. При розжиге электрода образуется газовый пузырь – вода разлагается под воздействием электротока. Образующийся газ высвобождает пространство для дальнейшего горения электродуги.
Расплав моментально охлаждается окружающей жидкостью без образования шлакового слоя. Температура соленой морской или океанской воды может быть минусовой. Металл не успевает впитать водород, окислиться. Процесс образования пузырей во время горения дуги непрерывный. При пользовании электродами их количество увеличивается, при работе сварочной проволокой их меньше.
Форма шва
Стыковые соединения при плохой видимости выполнить сложно. Для глубинных работ приемлемы тавровые швы и сварка внахлест. Наплавочный шов получается ровным, положение присадки можно скорректировать на ощупь.
Напряжение и ток
Под водой сваривают металл на высоком напряжении, чтобы поддерживалось стабильное горение дуги. В сравнении с обычными настройками, увеличивают от 30 до 35 В. Ток делают максимальным.
Желательно работать на постоянном токе, при переменном электродуга менее стабильная. Напряжение и сила тока увеличиваются с глубиной погружения. Технических ограничений по глубинности нет, можно варить металл при любом давлении воды.
Оборудование и расходные материалы
Подводная сварка производится типовыми генераторами тока: трансформаторами, инверторами, выпрямителями. Рекомендуемые параметры применяемого оборудования:
- напряжение 80 – 120 В;
- ампераж 180 – 220 А.
Кабель, шланги должны соответствовать стандартам электробезопасности, подводная сварка сопряжена с поражениями током, особенно в морской воде с высоким содержанием солей. При энергопотерях ухудшается горение дуги.
Электроды для подводной сварки делают с парафиновым или нитролаковым покрытием, часто применяют СВ-08, СВ-08ГА и подобные. Рекомендуемая порошковая проволока – СВ-08Г2С, ППС-АН1. Размер выбирается в зависимости от толщины свариваемых металлов.
Подводная сварка невозможна без использования скафандра. Когда применяется глубоководный металлический, важно соблюдать расстояние до рабочей зоны, чтобы не возникал разряд между инструментом и скафандром.
Требования к водолазам-сварщикам
Глубинность подводной сварки под водой ограничена возможностями человеческого организма. Во время резкого всплывания возникает декомпрессия – в крови образуются пузырьки газа. Водолаз-сварщик проходит двойное обучение:
- профессиональный курс сварщика на присвоение высокого разряда;
- профподготовку водолазов, дайверов, важно научиться правильно пользоваться аквалангом, рассчитывать время пребывания под водой, определять временные интервалы глубинной выдержки во время всплытия на поверхность.
В процессе подготовки кадров особое внимание уделяется технике безопасности, специалист должен уметь хорошо плавать, проверять оборудование, знать нюансы сварочного процесса. В затрудненных условиях важно правильно организовать рабочее место, чтобы не создавались лишние помехи от течений, волн. В рабочей зоне не должны находиться незакрепленные предметы.
Для подводной работы необходимо иметь представление об устройстве обшивки ремонтируемых судов, особенностях гидросооружений, возводимых мостовых конструкций. Обучение водолазов-сварщиков проводится в специализированных центрах, где есть бассейны, разнообразное сварочное оборудование.
Источник
Как проводят сварку под водой
С появлением объектов жизнедеятельности человека, которые располагаются на водоемах – трубопроводов, мостов, причалов – появилась необходимость их обслуживания и ремонта. Для ремонта подводного металлического оборудования и конструкций часто используется сварка.
Каким бы странным это ни казалось, она успешно работает в условиях, где на первый взгляд ничего гореть не может, в том числе и сварочная дуга. На самом деле дуга горит, хоть и под водой, но в среде газа. А вот природа этого газа может быть различна, и зависит она от технологии и способов подводной сварки.

Сухой и мокрый способ
Подводная сварка может производиться двумя способами:
Разница между способами улавливается уже в названии, но нюансов гораздо больше.
Сухой способ представляет собой сварку в искусственной созданной воздушной среде, то есть когда электрод и свариваемые детали полностью находятся в среде воздуха или иного газа.
Для этого применяют специальные камеры, боксы, которые могут быть настолько велики, что и сварщик, находясь внутри, производит работы по технологии практически ничем не отличающиеся от сварки на воздухе.
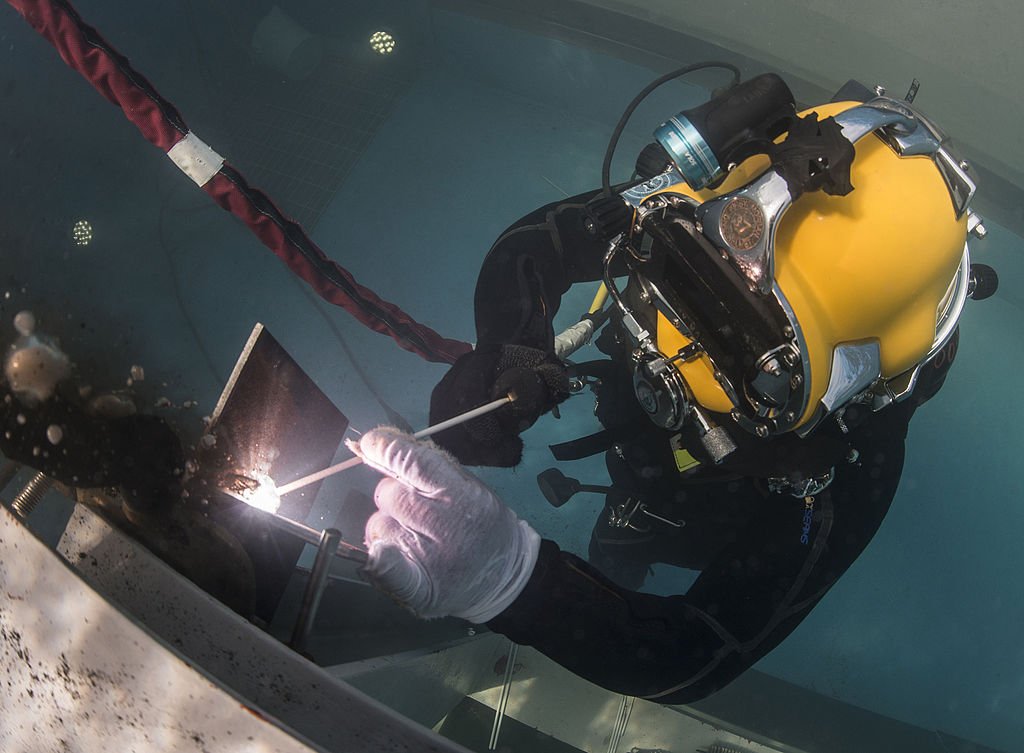
При использовании мокрого способа деталь, электрод, а зачастую и сварщик, и все остальное оборудование находится в воде, что, несомненно, осложняет производство работ.
Для сварки под водой от сварщика требуется высокая квалификация, к тому же еще необходимы навыки водолаза. Этот способ стоит рассмотреть подробнее, потому что при нем и используются все принципы подводной сварки.
В результате сварки обоими способами шов получается разного качества. При использовании мокрого способа качество ниже. Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.
Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь. Обволакивая электрод и свариваемые детали, газ высвобождает пространство для горения дуги.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.

Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.

Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется. Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Сварочная проволока не имеет покрытия, и поэтому контролировать процесс сварки под водой становится легче.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
Источник



