- Подводная резка металла: описание технологического процесса
- Технология подводной сварки и резки сдвоенным электродом
- Резка металла под водой резаком
- Уважаемые коллеги! [X]
- Сварка и резка под водой вчера и сегодня
- В чем заключается принцип действия и технология резки металла водой?
- Преимущества и недостатки гидроабразивной резки
- Оборудование
- Технология
- Принцип действия установки для гидроабразивной резки
- Техника безопасности
Подводная резка металла: описание технологического процесса
Подводная резка металла используется при осуществлении аварийно-спасательных, строительных и судноподьемных работ.
Для подводных работ применяют электрокислородный и газовый способ резки. Электрокислородный способ резки является более опасным с точки зрения техники безопасности из-за возможности поражения электрическим током, особенно в морской воде.
Подводная резка металла резаком осуществляется преимущественно резаками, работающими на бензине, ибо такое горючее вещество можно подать на значительную глубину под большим давлением. Ацетилен при больших давлениях может взорваться, поэтому не используется. Мощность подогревающей пламени при подводной резке в 10-15 раз превышает мощность пламени для резки на воздухе.

Горит огонь под водой в газовом волдыре, создаваемый продуктами сгорания бензина, или путем подачи воздуха вокруг головки резака для оттеснения воды. Розжиг пламени осуществляется электрозапалом, что подключен к батарее аккумуляторов. Давление в бензиновых бачках создается азотом. В резаках бензин разбрызгивается в завихрительных головках и при этом испаряется.

Для подводной резки широко используется спецустановка БУПР. Рампа кислородных баллонов, канистра с горючим, баллоны с азотом и пульт управления БУПР необходимо размещать над водой. Чрезмерный бензин, всплывая на поверхность воды, может заниматься, потому бензокислородная резка применяется в неглубоких водоемах и замкнутых пространствах.
Водородная резка металла осуществляется водородом, который вырабатывается в аппарате. Вследствие разложения молекул воды на 2 элемента, кислород и водород, получается водород. В результате чего появляется газовая смесь, при помощи которой можно осуществлять работы резке.

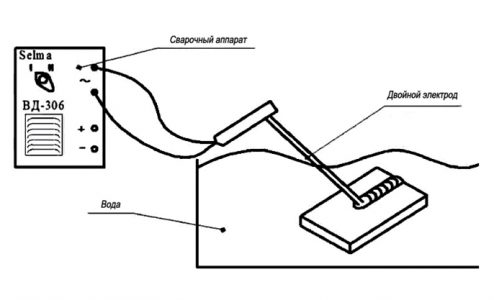
Технология подводной сварки и резки сдвоенным электродом
Подводная электродуговая резка металла нашло широкое применение как при изготовлении трубопроводов для газо-нефтеперерабатывающей отрасли так и в ремонтном производстве благодаря своей оперативности и простоте выполнения. Однако оно имеет значительные трудности как технологического так и металлургического характера. Технологические трудности заключаются в необходимости обеспечения герметичности оборудования и материалов для зажигания дуги под водой, что требует использования трубчатых электродов и дополнительного оборудования для подачи газа, что создает пузырь в котором зажигается дуга. Металлургические трудности обусловлены водородно-кислородной атмосферой парогазового пузыря, который формируется уже в процессе сварки под водой и способствует окислению легирующих элементов и насыщению металла сварочной ванны водородом, а ускоренное охлаждение окружающей водой приводит к его задержке в металле шва и образованию закалочных структур.
Так же могут использоваться сдвоенные экзотермические электроды для подводной резки металла. Эта технология заключается в том, что электродов размещены параллельно друг другу и подключения их к клеммам источника питания переменного тока. Такая технология позволяет зажигать дугу между электродами над водой и заглублять ее на небольшую глубину к месту сварки. Зажигания дуги под водой возможно с помощью осциллятора. В таком случае концы электродов необходимо изолировать, например термоклеем, с обеспечением воздушного канала между их торцами. После зажигания дуги электроды приближают к деталям. Как только расстояние между электродами и изделием становится меньше расстояния между самими электродами дуга начинает гореть между электродами и деталью, что позволяет выполнять как сварку, так и резку металла.
Реализация такого способа подводной сварки возможна с использованием обычных искусственных электродов с предварительно нанесенным на их поверхность водоотталкивающим изоляционным покрытием. Однако подводная сварка кроме технологических трудностей, имеет ряд металлургических связанных с насыщением металла сварочной ванны водородом и ускоренным охлаждением. Для исследования влияния этих факторов были проведены эксперименты с использованием для подводной сварки электродов марок АНО-21, МР-3, УОНИ 13/45. Все они позволяют формировать в воде качественный сварной шов с характерным металлическим блеском аустенитным нержавеющим сталям.
Общеизвестно, что высокоуглеродистые стали с мартенситной структурой имеют высокую твердость и малую пластичность. Эти обстоятельства имеют существенное значение для установления способности сварных швов заваренных под водой. Технология двухэлектродной подводной сварки и резки штучными электродами на ряду со своей простотой в использовании показала такую эффективность, какую не дает подводная кислородная резка металла. Полученные соединения имеют высокое качество и структуру с небольшой твердостью по глубине, что позволяет делать вывод о пригодности предлагаемой технологии в промышленности.
Источник
Резка металла под водой резаком
Для скачивания каталога «Водолазное снаряжение и оборудование для подводных работ» заполните «АНКЕТУ — ЗАЯВКУ».
Уважаемые коллеги! [X]
Для скачивания каталога «Необитаемые подводные аппараты и гидроакустические системы» заполните «АНКЕТУ — ЗАЯВКУ».

Сварка и резка под водой вчера и сегодня
Водолазная техника и водолазное дело за последние десятилетия прошли многие этапы своего развития. Одновременно изменялись и совершенствовались способы и инструменты для подводных работ. В этой статье рассмотрим различные варианты таких сложных подводно- технических работ, как сварка и резка c использованием отечественных и импортных инструментов.
Сварка и резка в водной среде с каждым годом все больше находят практическое применение при выполнении всех видов водолазных работ. С помощью подводных сварки и резки можно заделывать трещины и разошедшиеся швы обшивки корпуса аварийных кораблей, устанавливать заплаты и накладные листы на пробоины, прикреплять к затонувшим судам судоподъемные проушины и рымы, расчищать завалы и освобождать проходы, ремонтировать подводные трубопроводы и различные сооружения и т.д. Представленные ниже виды резки и сварки металла использовались в разные периоды и претерпели ряд изменений.
Подводная электродуговая сварка и резка металла
Электрический ток широко используется для сварки и резки металла под водой. Возникающая электрическая дуга горит под водой так же, как и на воздухе, благодаря тому, что вокруг нее образуется газовый пузырь, защищающий дугу. Для поддержания дуги необходим мощный источник тока (до 450 А).
Резка металла электродуговым способом недостаточно эффективна: расплавленный металл медленно стекает и с трудом удаляется из линии реза и, быстро остывая, требует по вторной резки. При наличии плохого контакта электрода с зажимом электрододержателя соединение быстро перегревается, и электрододержатель выходит из строя. При применении постоянного тока прямой полярности («минус» – на электроде) в полости реза выделяется большое количество тепла, позволяющего разрезать металл большей толщины, чем на переменном токе. Заметим, что обратная полярность значительно снижает производительность резки.
Происходит за счет нагрева разрезаемого металла электрической дугой до температуры плавления и подачи в зону реза через трубчатый электрод струи кислорода, который сжигает металл и одновременно выдувает образующиеся окислы.
Несмотря на широкое распространение, электрокислородная резка может использоваться только при резке черных металлов, а без наличия хорошего электрического контакта с разрезаемой поверхностью сильно снижается производительность.
Использование этого вида резки по сравнению с вышеописанным способом считается более эффективным.
Газовая подводная резка металла
Газовая подводная резка металла производится с использованием кислорода и горючего газа для плавки металла в месте разреза. В качестве горючих газов для этих целей использовался ацетилен и водород. Но применять ацетилен можно только на глубинах до 7 метров, так как с увеличением глубины, а значит, и давления, под которым должен подаваться к водолазу ацетилен, появляется опасность взрыва газа.
Более сложной, но в то же время и эффективной является водородкислородная резка металла, при которой металл в месте реза расплавлялся в пламени водорода, а струя кислорода сжигала и выдувала расплавленный металл. Водородкислородным резаком можно резать металл толщиной до одного метра. Однако изза взрывоопасности этот способ резки под водой не получил дальнейшего распространения.
Бензокислородная резка металла
С появлением бензокислородной резки проводить работы стало более доступно, удобно и безопасно. В этом случае для плавки металла в месте реза используются пары бензина, смешивающиеся с кислородом и образующие с ним пламя при выходе из головки резака. Бензин, подведенный к резаку по шлангу в жидком виде, распыляется непосредственно в головке резака, что и делает бензокислородную резку менее опасной, чем водородкислородная резка. Существенным недостатком бензокислородной резки является повышенный расход бензина и кислорода.
В 1975 году в США группой энтузиастов водолазного дела из Калифорнии была создана компания «BROCO UNDERWATER», поставившая перед собой задачу создать принципиально новый вид резки не только черных и цветных металлов, но и других материалов, таких как бетон, горные породы, дерево, композитные материалы.
Революционным открытием «BROCO UNDERWATER», учитывая основные принципы безопасности проведения работ, простоту и удобство при эксплуатации, стал так называемый экзотермический способ резки под водой, основанный на химической реакции электрода и разрезаемого материала. Высокая температура на конце электрода приводит к расплавлению объекта, затем поток кислорода окисляет материал дальше, вызывая экзотермическую реакцию. После этого поток кислорода продолжает эффективно выдувать расплавленный материал вне пределов линии реза. Столь высокая температура горения (не менее 5500 °С) позволяет резать не только все виды металлов, но и бетон, дерево, композитные материалы.
Электрод зажигается в кислородной струе при воздействии на него слаботочной электрической дуги, возникающей между ним и разрезаемым объектом (или специальной пластиной контактного воспламенителя дуги, при резке неметаллических предметов). Факел низкотемпературной плазмы, образующийся на конце электрода, способен обеспечить эффективную резку подводных конструкций без очистки их от загрязнений и ржавчины. Электрод вставляется в специальный электрододержатель BR22, выпускаемый компанией «BROCO». Форма рукоятки электрододержателя способствует проведению подводных работ по сварке и резке в течение продолжительного времени при минимальной нагрузке на предплечье водолаза. Инструмент эргономичен и удобен в эксплуатации даже с применением самого длинного электрода.
Специалиста в первую очередь интересует, насколько эффективен этот электрододержатель, прост ли он в эксплуатации? В отличие от универсальных электрододержателей отечественного производства типа ЭКД93, электрододержатели BR22 обеспечивают выполнение работ на глубинах более 60 метров, гайка цангодержателя дает возможность водолазу быстро и самостоятельно произвести смену электрода, что немаловажно при проведении глубоководных работ. Универсальность конструкции электрододержателя, благодаря сменным цангам различного диаметра, позволяет пользоваться как электродами разной длины и диаметра, предназначенными для резки, так и сварочными электродами.
Для инициирования (поджига) электрода необходим слаботочный источник электропитания, используемый только для поджига электрода в течение пятипятнадцати секунд, а затем электропитание может быть отключено. В качестве источника электропитания может использоваться обычный автомобильный аккумулятор или другой источник постоянного тока, технические характеристики которого соответствуют необходимым требованиям, приведенным в таблице значений длины кабеля и величины тока.
При увеличении длины кабеля фирмойпроизводителем рекомендуется при превышении последнего значения длины кабеля (152 м) увеличивать ток на 2 ампера на каждые последующие 15 метров кабеля.
Таблица значений длины кабеля* и величины тока
Источник
В чем заключается принцип действия и технология резки металла водой?
Давайте рассмотрим технологию резки металла водой и принцип ее действия. Во время различных работ (как в промышленности, так и в быту) часто приходится разрезать металлические конструкции. Для этой цели применяется механическая, лазерная, кислородная, плазменная резки. То есть, для разрезания металлов используется в основном механическое воздействие или высокая температура.
Каждый из этих способов имеет свои преимущества и недостатки. Например, при механической резке происходит деформация металла, а при газокислородной или плазменной – к его окислению.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
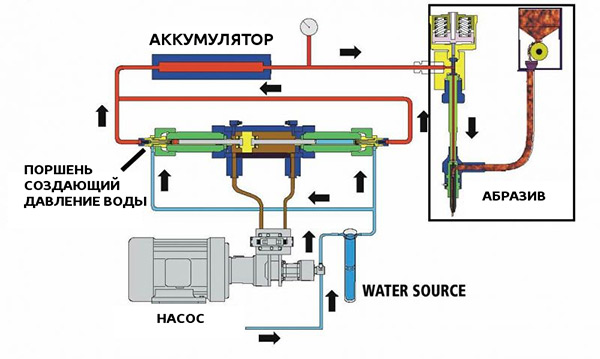
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
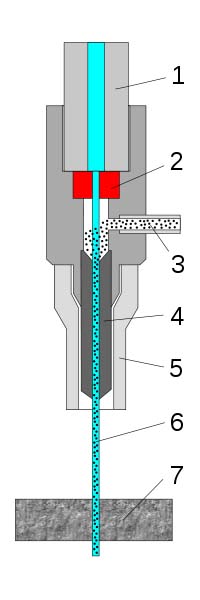
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Источник



