- Установка гидроабразивной резки металла водой под давлением с ЧПУ
- Зачем нужен станок для гидроабразивной резки
- Принцип работы и разрезаемые материалы
- Достоинства и недостатки станков для гидрорезки
- Как сделать станок гидроабразивной резки своими руками
- Пошаговая инструкция по сборке и настройке
- В чем заключается принцип действия и технология резки металла водой?
- Преимущества и недостатки гидроабразивной резки
- Оборудование
- Технология
- Принцип действия установки для гидроабразивной резки
- Техника безопасности
- Резка металла водой: технология и видео оборудования
- Принцип работы и разрезаемые материалы
- Возможности современных водно-абразивных станков
- Достоинства и недостатки станков для гидрорезки
- Особенности работы станков с ЧПУ
- Как сделать станок гидроабразивной резки своими руками
- Какое давление воды нужно для резки металла
- Недостатки технологии
- Расходные материалы
- Подведём итоги
- Лазерная резка керамогранита и ее особенности
- Техника безопасности
- Ручной станок
- Об особенностях ГАР
- Расходное сырье для гидроабразивных устройств
- Какое нужно оборудование?
Установка гидроабразивной резки металла водой под давлением с ЧПУ
Резка металла водой под давлением — один из самых удобных и эффективных вариантов обработки изделий. При использовании гидроабразивного станка не нужна дополнительная шлифовка материалов после резки, но стоимость его очень высока.
Зачем нужен станок для гидроабразивной резки
Гидрорезка применяется в случаях, когда нет возможности штамповать или отливать детали, а также если данные методы невыгодны. С помощью станка материалы рассекаются водой без прямого механического воздействия. Обычно применяется в промышленных целях, когда требуется высокая скорость и точность обработки материалов.
Принцип работы и разрезаемые материалы
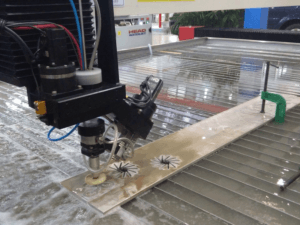
 Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Достоинства и недостатки станков для гидрорезки
 Сильной стороной можно отметить:
Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Как сделать станок гидроабразивной резки своими руками
 Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Пошаговая инструкция по сборке и настройке
Чтобы сделать станок для гидроабразивной резки своими руками, пригодится схема и чертеж.
Для производства оборудования рекомендуется использовать насос прямого действия. Его стоимость меньше, а ремонт осуществлять гораздо проще.
- Необходимо соединить режущую головку с насосом, используя трубки высокого давления. Приобрести их можно в магазинах автозапчастей. К режущей головке следует взять в комплекте штурцеры (втулки) для замены. С помощью втулок легко будет менять насадки для резки.
Для полноценной работы аппарата следует вовремя производить замену абразивных материалов и изношенных деталей (уплотнителей и элементов насоса высокого давления). Расход абразива зависит от того, какой материал разрезают. Например, при обработке металла максимальной толщины расход он составит примерно 500-600 г в минуту.
Источник
В чем заключается принцип действия и технология резки металла водой?
Давайте рассмотрим технологию резки металла водой и принцип ее действия. Во время различных работ (как в промышленности, так и в быту) часто приходится разрезать металлические конструкции. Для этой цели применяется механическая, лазерная, кислородная, плазменная резки. То есть, для разрезания металлов используется в основном механическое воздействие или высокая температура.
Каждый из этих способов имеет свои преимущества и недостатки. Например, при механической резке происходит деформация металла, а при газокислородной или плазменной – к его окислению.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
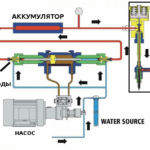
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
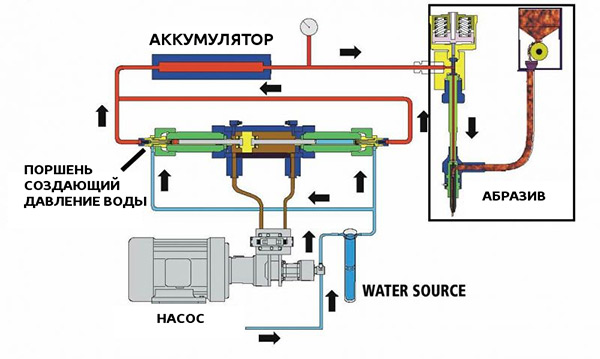
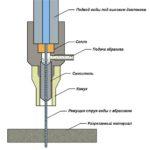
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
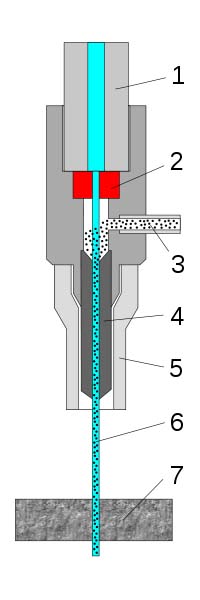
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Источник
Резка металла водой: технология и видео оборудования

Гидроабразивную резку металлов водой впервые использовала авиастроительная компания в Америке, которая в дальнейшем предоставила данные о том, что эта технология является лучшим способом для порезки стали и других тугоплавких металлов. С этого времени водно-абразивный способ не перестает пользоваться популярностью в различных промышленных сферах.
- 2 Использование гидроабразивных станков и принцип работы
- 3 Особенности работы станков с ЧПУ
- 4 Ручное оборудование для водно-абразивной резки
4.1 Расходные материалы для гидроабразивного оборудования
Принцип работы и разрезаемые материалы
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Возможности современных водно-абразивных станков
Современные станки, работающие на основе гидроабразивной технологии, позволяют:
Создавать самые различные конструкции с любой геометрической формой. Это обусловлено поддержкой числового программирования станков, поэтому дальнейшая обработка происходит в автоматизированном режиме и не нуждается в помощи обученного специалиста. Управление станком осуществляет соответствующее программное обеспечение. Из-за такой особенности гидроабразивный метод часто используется для вырезания труб с необходимой окружностью.
Достоинства и недостатки станков для гидрорезки
Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Особенности работы станков с ЧПУ
Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Установки с ЧПУ используются для изготовления изделий из медных, алюминиевых, стальных и других видов металлов. Высокая точность порезки, которую имеют водно-абразивные станки с ЧПУ, почти не имеет отклонений от требуемых условий.
Гидроабразивные станки с ЧПУ имеют такие преимущества:
- Если на устройствах без ЧПУ выбор режущей струи можно подобрать неправильно, то в этой ситуации данный фактор исключается. Оборудование автоматически контролирует качество реза, после самостоятельно корректирует установленный режим;
- Станки, которые имеют ЧПУ, работают в соответствии с установленной программой. Причем обработка любого изделия делается по индивидуальному компьютерному обеспечению. При помощи его автоматом выбирается напор струи, состав режущей смеси и другие параметры;
- По окончании гидроабразивной обработки из заготовки получается абсолютно готовая деталь, которую не нужно подвергать дополнительной обработке или шлифовке, на участке среза;
- Обработка металлов при помощи компьютерного обеспечения также подразумевает возможность проделывания отверстий необходимого сечения.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Какое давление воды нужно для резки металла
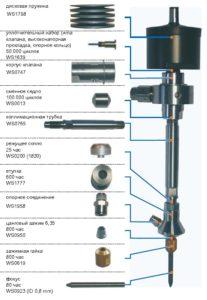
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
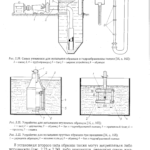
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.
- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
Расходные материалы
Основные расходные материалы для водно-абразивного реза – вода и песок:
- песок сверхтвердый гранатовый с размером фракции не больше 600 мк (микрон);
- очищенная вода от посторонних включений.
Еще нужны электроэнергия, сжатый воздух, а также своевременная замена вышедших из строя или по изношенности деталей.
К таким деталям относятся:
- Системные элементы, которые подают смесь абразива и воды: сопло, трубопроводы подачи и пр. Так, если своевременно не поменять сопло, то отверстие в нем расширится, что приводит к увеличению диаметра, а это в свою очередь снижает точность.
- Уплотните насоса, контролирующие давление подаваемой водно-абразивной смеси.
Подведём итоги
В настоящее время самый популярный метод обработки — резка металла водой. Давление в этом случае очень высокое, о чем не нужно забывать. Несоблюдение техники безопасности может привести к печальным последствиям. Обратите внимание еще и на то, что самостоятельно изготовить подобное оборудование не представляется возможным. Обусловлено это тем, что детали должны быть очень высокого качества.
Ручной станок для домашнего использования наиболее оптимален. Он стоит не таких больших денег, как промышленный, но в это же время имеет гибкую настройку и позволяет владельцу сделать весьма качественный срез. Вполне возможно, что в скором времени резка металла под водой усовершенствуется и даже тут появится возможность применения такого принципа, как ГАР.
Лазерная резка керамогранита и ее особенности
Раскрой керамики лазером выступает альтернативой гидроабразивному методу. Технология предполагает задействование лазерного ножа, который производит резку узким пучком интенсивного света. В процессе лазерной резки используются вспомогательные технологические газы. Они повышают качество работы и предотвращают появление на участках раскроя сколов и трещин.
Важно! Лазерные диски тоже способны раскраивать керамику с высокой точностью. Но процесс сопровождается нагреванием материала, что в ряде случае делает технику неприемлемой для обработки керамогранита.
Элементы керамики, из которых создается панно, должны быть подогнаны практически бесшовно. Из-за высокого нагрева плитки лазером повышается вероятность появления неровностей и оплавлений, что создает трудности в процессе стыковки готовых изделий.
На этом фоне гидроабразивное режущее оборудование смотрится наиболее выигрышно, ведь с его помощью орнаменты получаются идеальными.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Ручной станок
Это классический вариант. Работа на таком оборудовании связана с рядом хлопот для мастера.
Прежде всего тому, кто работает за ручным станком необходимо постоянно выставлять показатели и параметры. Конечно, это не катастрофично, но осадок оставляет, ведь в современном обществе хочется работать в комфорте.
Более того, у ручных станков значительно снижается точность производимого материала. Почему? Из-за наличия человеческого фактора.
Однако в работе с таким оборудование больше достоинств, чем недостатков. Например, классический станок всегда дешевле. Качество работ по большей мере зависит от самого мастера и его профессионализма. Так что, поначалу нужно будет просто приловчится и приспособиться.
Некоторые пытаются сделать гидроабразивный станок своими руками.
Гидроабразивный станок сделанный своими руками
Результат зачастую одинаков – плохого качества срез и полное отсутствие удовлетворения от работы.
Об особенностях ГАР
Высокие режущие свойства удается получить благодаря наличию высокопрочного абразива. При этом стабильный поток обеспечивается только в том случае, если частицы гранатового песка не превышают 30 % от сечения струи. Вода же по большей части выполняет исключительно транспортную функцию. Размер абразива зависит и от требований, выдвигаемых к качеству реза. Чем они ниже, тем более крупные частицы допустимо использовать.
Когда выполняется резка водой металла, то крайне важно подобрать оптимальную твердость абразива. Показатель зависит от обрабатываемого материала. Чем он более твердый, тем жестче применяют песок. Рекомендуют не использовать абразив твердостью менее 6,5 по шкале Мооса. В это же время стоит обратить внимание и на износ сопла. Чем жестче песок, тем быстрее оно подвергается износу. Поэтому на данном этапе крайне важно провести теоретические расчеты и только потом приступать к работам.
Расходное сырье для гидроабразивных устройств
Всё, что может понадобиться для продуктивной и качественной работы гидроабразивных станков — периодическая замена изношенных деталей и расходный материалов. Даже модели с ЧПУ обладают высокими показателями расхода абразива, которые нередко превышают отметки в 350 гр. в 1 минуту. Связано это с тем, что при работе с толстостенным материалом, эти показатели стремительно растут.
В качестве абразивных частиц может использоваться мелкозернистый песок, обеспечивающий эффективную резку тугоплавких или тягучих материалов. Физические размеры микропесчинки могут составлять около 650 микрон. Кроме абразива, в процессе обработки используется и вода, которая предварительно фильтруется и подготавливается для дальнейшей работы.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
- фигурный рез;
- рез вне зависимости от угла;
- автоматический рез (ЧПУ) без участия пользователя;
- обрабатывать металл различной толщины: для стали до 2 см, для титана – 1,7 см, сверхпрочные сплавы – 1,2 см, сплавы на основе меди;
- резать трубы;
- кран-балки с тельфером, которые могут оснащаться захватами на вакууме или механике, подъемники на пневматике или гидравлике.
Источник



