- Подводная сварка
- Содержание:
- Особенности
- Технология
- Форма шва
- Напряжение и ток
- Электроды и сварная проволока
- Интересное видео
- Технология подводной сварки
- Особенности сварки под водой
- Область применения
- Виды подводной сварки
- Технология подводной сварки
- Форма шва
- Напряжение и ток
- Оборудование и расходные материалы
- Требования к водолазам-сварщикам
Подводная сварка
Содержание:
Подводная сварка считается уникальной технологией, во время нее соединяются металлические конструкции, находящиеся в подводной среде. Этот метод используется при строительстве и ремонте разных сооружений, которые находятся под водой. Во время проведения сварки используется специальное оборудование, которое позволяет работать под водой. Но все же перед тем как приступать к работе стоит изучить основные особенности и нюансы процесса.

Особенности
Сварка под водой является опасной работой, это связано с тем, что сварщик находится в токопроводящей среде. В это время организм испытывает сильные нагрузки из-за сильного давления воды. Но все же применение данного метода делает возможным прокладку трубопровода для водоснабжения поселка или целого района. Также при помощи подводной технологии можно связать две части города при помощи прокладки металлического моста через реку.
Сварка в воде осуществляется за счет оттеснения жидкости испаряющимися газами, которые образуются в результате плавления электродов. Воздушная смесь производит выталкивание воды из области сварной ванны. Именно она удерживает дугу, производит соединение с высоким качеством.
К главным особенностям сварочной технологии под водой можно отнести:
- Горение дуги осуществляется в области воздушного пузыря, на его стенки давит жидкость. За счет этого оказывается давление на вплавляемую металлическую заготовку. Все это приводит к тому, что соединения получают глубокое проплавление.
- В связи с тем, что оказывается наружное давление и осуществляется моментальное остывание наложенного металла. При этом чешуя соединения приобретает углубленные формы.
- Испаряющиеся газовые смеси вызывают сильное вспенивание воды, это может ухудшить видимость сварного процесса. На видимость сварщика оказывает влияние структура жидкости, а именно степень ее прозрачности. По этой причине может происходить смещение центра соединения.
- На начальном этапе может происходить не точное попадание электрода в точку соединения конструкций из металла. Через защитный фильтр невозможно ничего увидеть в темноте, поэтому сварщик вынужден брать второй рукой кончик электрода и направлять его на начальную область сварного соединения.
- При сварочной технологии в отличие от работ на суше используются повышенные режимы тока. Это требуется из-за быстрого охлаждения металлической основы. В итоге получается прочное и герметичное сварное соединение. Однако ускоренный процесс кристаллизации молекулярной решетки создает слабую сопротивляемость шва на изломы, а также снижает ударную вязкость.
- Водная сварочная технология обладает тяжелым розжигом. Конструкции из металлической основы, сверху частично покрыты коррозийным поражением, это может снижать возбуждение дуги. По этой причине сварщик вынужден буквально ковырять электродом по изделию.
- Поскольку под водой действует сила притяжения, то швы должны выполняться сверху вниз.
- При проведении сварочного процесса под водой дуга должна гореть непрерывно, это обеспечит полноценное образование газового пузыря и предоставит возможность для нормальной накладки шва.
Технология
Чтобы понять, как варят сваркой под водой, стоит рассмотреть особенности технологии данного процесса. Основная суть состоит в том, что при проведении варения под водой выделяется газ, который образует пузырь. Именно он обволакивает электроды для подводной сварки и свариваемые детали, что приводит к освобождению пространства для горения дуги.

Стоит отметить! Тепло, которое выделяется при горении дуги, расходуется на разогревание и плавление металла. При этом металлическая основа постоянно охлаждается под воздействием окружающей воды.
Иногда температура при проведении подводного сварочного процесса может опускаться до отрицательных значений. Обычно это происходит в ситуациях, когда вода насыщенна большим объемом солей.
Газ, который выделяется при горении дуги, частично считается продуктом сгорания металлов. Небольшая его часть (водород и кислород) образуется во время разложения воды под влиянием электрического тока и повышенной температуры.
Форма шва
Если вы новичок или неопытный сварщик с небольшим стажем, то прежде чем проводить подводную сварку вам обязательно нужно пройти обучение. Оно позволит разобраться во многих нюансах этого процесса, включая какой формы должен быть шов. В связи с тем, что при проведении технологии под водой происходит постоянное всплытие газа в беспорядочном движении, это может ограничить видимость в зоне сварной ванны.
Именно данные обстоятельства оказывают влияние на особенности конструкции шва при проведении сварки под водой. Они обычно выполняются в виде тавров, а именно когда соединяемые детали находятся относительно друг друга под углом, который близок к прямому. А если соединяемые детали должны быть в одной плоскости, то их сваривают внахлест.
Напряжение и ток
При проведении сварочного процесса под водой требуется высокое напряжение, которое сможет обеспечить устойчивое горение дуги. Его показатели должны составлять 30-35 В.
Чтобы смогла производиться подача такого напряжения на глубину, применяются специальные сварочные аппараты, которые могут выдавать напряжение в 80-120 В и сварной ток 180-220 А. Сварочная технология под водой может выполняться с применением постоянного и переменного тока.
Электроды и сварная проволока
Особое внимание стоит обратить на электроды для сварки под водой. Данные элементы должны быть выполнены из материала, который не подвержен воздействию воды. Часто для этого вида сварки используются материалы из малоуглеродистой стали.

Важно! Подводные электроды покрываются специальной обмазкой. Для нее используются составы, которые предотвращают разрушение материала длительного время. Они создают на поверхности защитной слой с водонепроницаемой структурой.
Электроды для сварки в воде могут покрываться парафином, воском, растворенным в ацетоне целлулоид. Именно эти смеси имеют хорошее защитное действие, они позволяют длительное время работать под водой.
Электроды для сварки с водой могут иметь диаметр от 4 до 6 мм. Часто применяются элементы специальных марок:
Во время проведения полуавтоматического сварочного процесса используется сварочная проволока следующих марок — СВ-08Г2С, ППС-АН1.
Сварочная технология, которая проводится под водой, является необходимой технологией для проведения важных работ. Она широко используется в нефтяной области, при проведении ремонтных работ судов морского и речного типа, причалов, портовых сооружений и других важных конструкций. Процесс обладает достаточно сложной технологией проведения, но если знать все важные особенности, то в результате можно получить прочное и долговечное соединение.
Интересное видео
Источник
Технология подводной сварки
Впервые о возможности сварочного процесса в морской среде заговорили в конце XIX веке: за счет оттеснения жидкости испаряющимися газами, образующимися при плавлении электродов, поддерживается горение дуги.
Официально подводная сварка признана в 1932-м году. Инженер Константин Хренов в длинных резиновых перчатках сваривал детали в смывном бачке с проточной водой, электрод он покрывал водонепроницаемой обмазкой.
Первое практическое применение технологии зарегистрировано в 1936 году, подводная сварка применялась при подъеме судна в акватории Черного моря. Через два года водолазы-сварщики без завода в ДОК отремонтировали пароход Уссури, затем восстановили герметичность днища ледокола Сибиряков после снятия с каменистой отмели.
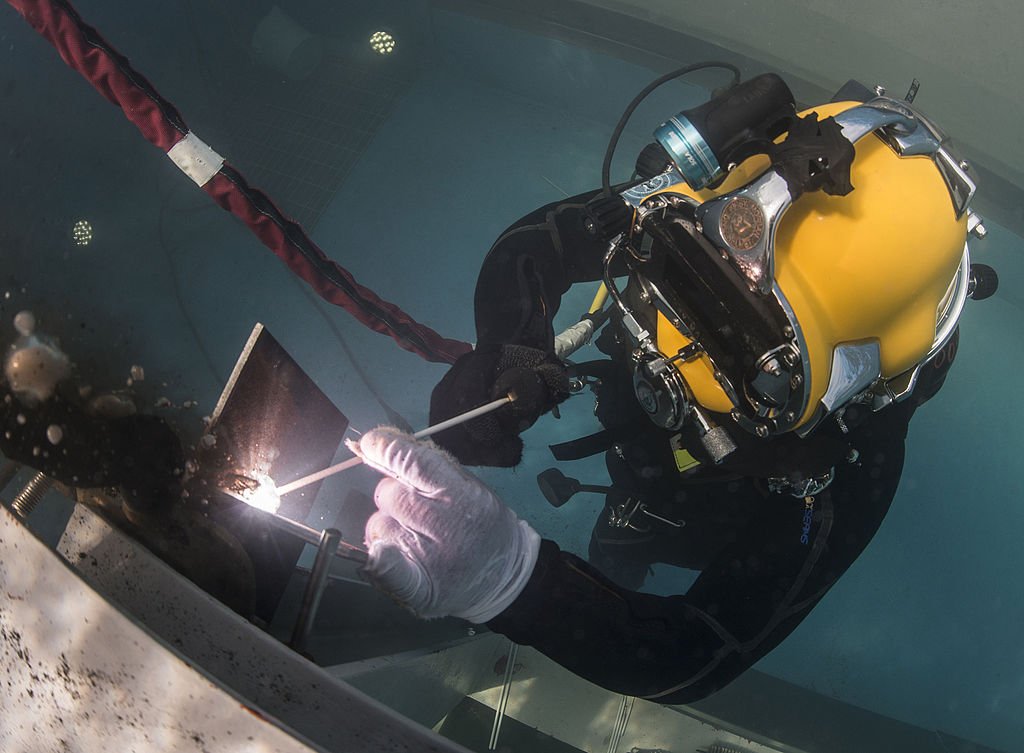
В начале 1942 года в одном из институтов Москвы была создана специальная лаборатория. Подводная сварка проводилась в огромной учебной камере, изобретались новые способы создания прочных сварных соединений под водой. Сейчас подобных учебных центров много. Технология совершенствуется, разрабатываются новые виды наплавочных материалов, оборудование.
Особенности сварки под водой
Сначала о человеческом факторе:
- организм подводного сварщика во время работы испытывает давление толщи воды, работать с оборудованием сложно;
- из-за поднимающихся пузырьков, вспенивания воды снижена видимость сварочной ванны, чаще происходит смещение наплавки;
- велик риск поражения током – вода хорошо проводит электричество, любой пробой смертельно опасен.
Основные отличия сварочного процесса:
- затруднен розжиг электрода из-за слоя ржавчины;
- работать можно только сверху вниз;
- под давлением воды на воздушный пузырь шов проплавляется глубоко;
- металл сразу остывает, образуются вдавленные чешуйки на соединении;
- работа ведется на повышенных токах;
- при быстрой кристаллизации металл становится хрупким.
Понятно, что работы осуществляет только опытный сварщик, имеющий подготовку водолаза.
Область применения
Методика подводной сварки используется:
- при возведении мостов;
- для быстрого ремонта трубопроводов, проложенных по дну водоемов;
- во время аварийных ситуаций на нефтяных платформах, гидротехнических сооружениях, дамбах;
- когда нужно срочно восстановить целостность судовых гребных винтов, обшивки корабля после повреждений.
Технология разрабатывалась для оперативных действий в боевой обстановке, но сейчас все чаще применяется в мирных целях.

Виды подводной сварки
Сваривать металл в воде можно несколькими способами:
- с изоляцией рабочей зоны (в глубоководной или рабочей камере, портативном боксе);
- непосредственно в воде;
- с использованием ручного или автоматического оборудования.
Сухая подводная сварка в боксе или камере используется редко, слишком велики расходы:
- на подъемно-транспортные механизмы, удерживающие изолирующую конструкцию;
- нагнетателей воздуха;
- приборов, контролирующих показатели создаваемой среды.
Только, когда нужно получить прочные соединения, прибегают к сухим методам.
Гипербарическая сварка – частичное совмещение мокрой и сухой сварки: водолаз-сварщик находится в водной среде, а сварочный процесс происходит в небольшом боксе, из которого воздух вытесняет жидкость.
Мокрая подводная сварка подразумевает розжиг электрода в воде, не требует предварительной подготовки, но качество соединения в этом случае страдает.
Ручная подводная сварка применяется в экстренных случаях, когда важна герметичность, шов не работает на излом, кручение. Для работы необходимы специальные электроды с непромокающей обмазкой. Полуавтоматическая с использованием наплавочной порошковой проволоки применяется для создания однородных прочных швов большой длины. Результат получается хороший. Контролировать процесс проще, чем при использовании электродов по двум причинам:
- у проволоки небольшой диаметр;
- нет вспенивающей воздух обмазки.
Работать полуавтоматами в жидкой среде проще.
К сухим методам прибегают тогда, когда нужно получить прочные соединения.
Технология подводной сварки
Принцип любых сварочных процессов – расплавление металла под воздействием электрической дуги. При розжиге электрода образуется газовый пузырь – вода разлагается под воздействием электротока. Образующийся газ высвобождает пространство для дальнейшего горения электродуги.
Расплав моментально охлаждается окружающей жидкостью без образования шлакового слоя. Температура соленой морской или океанской воды может быть минусовой. Металл не успевает впитать водород, окислиться. Процесс образования пузырей во время горения дуги непрерывный. При пользовании электродами их количество увеличивается, при работе сварочной проволокой их меньше.
Форма шва
Стыковые соединения при плохой видимости выполнить сложно. Для глубинных работ приемлемы тавровые швы и сварка внахлест. Наплавочный шов получается ровным, положение присадки можно скорректировать на ощупь.
Напряжение и ток
Под водой сваривают металл на высоком напряжении, чтобы поддерживалось стабильное горение дуги. В сравнении с обычными настройками, увеличивают от 30 до 35 В. Ток делают максимальным.
Желательно работать на постоянном токе, при переменном электродуга менее стабильная. Напряжение и сила тока увеличиваются с глубиной погружения. Технических ограничений по глубинности нет, можно варить металл при любом давлении воды.
Оборудование и расходные материалы
Подводная сварка производится типовыми генераторами тока: трансформаторами, инверторами, выпрямителями. Рекомендуемые параметры применяемого оборудования:
- напряжение 80 – 120 В;
- ампераж 180 – 220 А.
Кабель, шланги должны соответствовать стандартам электробезопасности, подводная сварка сопряжена с поражениями током, особенно в морской воде с высоким содержанием солей. При энергопотерях ухудшается горение дуги.
Электроды для подводной сварки делают с парафиновым или нитролаковым покрытием, часто применяют СВ-08, СВ-08ГА и подобные. Рекомендуемая порошковая проволока – СВ-08Г2С, ППС-АН1. Размер выбирается в зависимости от толщины свариваемых металлов.
Подводная сварка невозможна без использования скафандра. Когда применяется глубоководный металлический, важно соблюдать расстояние до рабочей зоны, чтобы не возникал разряд между инструментом и скафандром.
Требования к водолазам-сварщикам
Глубинность подводной сварки под водой ограничена возможностями человеческого организма. Во время резкого всплывания возникает декомпрессия – в крови образуются пузырьки газа. Водолаз-сварщик проходит двойное обучение:
- профессиональный курс сварщика на присвоение высокого разряда;
- профподготовку водолазов, дайверов, важно научиться правильно пользоваться аквалангом, рассчитывать время пребывания под водой, определять временные интервалы глубинной выдержки во время всплытия на поверхность.
В процессе подготовки кадров особое внимание уделяется технике безопасности, специалист должен уметь хорошо плавать, проверять оборудование, знать нюансы сварочного процесса. В затрудненных условиях важно правильно организовать рабочее место, чтобы не создавались лишние помехи от течений, волн. В рабочей зоне не должны находиться незакрепленные предметы.
Для подводной работы необходимо иметь представление об устройстве обшивки ремонтируемых судов, особенностях гидросооружений, возводимых мостовых конструкций. Обучение водолазов-сварщиков проводится в специализированных центрах, где есть бассейны, разнообразное сварочное оборудование.
Источник



