- Технология подводной сварки
- Особенности сварки под водой
- Область применения
- Виды подводной сварки
- Технология подводной сварки
- Форма шва
- Напряжение и ток
- Оборудование и расходные материалы
- Требования к водолазам-сварщикам
- Сварка под водой
- Особенности сварки под водой
- Виды подводной сварки
- Ручная мокрая и полуавтоматическая
- В рабочей камере
- В сухом боксе
- Режимы сварки
- Применяемые электроды
- Возможности подводной резки
Технология подводной сварки
Впервые о возможности сварочного процесса в морской среде заговорили в конце XIX веке: за счет оттеснения жидкости испаряющимися газами, образующимися при плавлении электродов, поддерживается горение дуги.
Официально подводная сварка признана в 1932-м году. Инженер Константин Хренов в длинных резиновых перчатках сваривал детали в смывном бачке с проточной водой, электрод он покрывал водонепроницаемой обмазкой.
Первое практическое применение технологии зарегистрировано в 1936 году, подводная сварка применялась при подъеме судна в акватории Черного моря. Через два года водолазы-сварщики без завода в ДОК отремонтировали пароход Уссури, затем восстановили герметичность днища ледокола Сибиряков после снятия с каменистой отмели.
В начале 1942 года в одном из институтов Москвы была создана специальная лаборатория. Подводная сварка проводилась в огромной учебной камере, изобретались новые способы создания прочных сварных соединений под водой. Сейчас подобных учебных центров много. Технология совершенствуется, разрабатываются новые виды наплавочных материалов, оборудование.
Особенности сварки под водой
Сначала о человеческом факторе:
- организм подводного сварщика во время работы испытывает давление толщи воды, работать с оборудованием сложно;
- из-за поднимающихся пузырьков, вспенивания воды снижена видимость сварочной ванны, чаще происходит смещение наплавки;
- велик риск поражения током – вода хорошо проводит электричество, любой пробой смертельно опасен.
Основные отличия сварочного процесса:
- затруднен розжиг электрода из-за слоя ржавчины;
- работать можно только сверху вниз;
- под давлением воды на воздушный пузырь шов проплавляется глубоко;
- металл сразу остывает, образуются вдавленные чешуйки на соединении;
- работа ведется на повышенных токах;
- при быстрой кристаллизации металл становится хрупким.
Понятно, что работы осуществляет только опытный сварщик, имеющий подготовку водолаза.
Область применения
Методика подводной сварки используется:
- при возведении мостов;
- для быстрого ремонта трубопроводов, проложенных по дну водоемов;
- во время аварийных ситуаций на нефтяных платформах, гидротехнических сооружениях, дамбах;
- когда нужно срочно восстановить целостность судовых гребных винтов, обшивки корабля после повреждений.
Технология разрабатывалась для оперативных действий в боевой обстановке, но сейчас все чаще применяется в мирных целях.

Виды подводной сварки
Сваривать металл в воде можно несколькими способами:
- с изоляцией рабочей зоны (в глубоководной или рабочей камере, портативном боксе);
- непосредственно в воде;
- с использованием ручного или автоматического оборудования.
Сухая подводная сварка в боксе или камере используется редко, слишком велики расходы:
- на подъемно-транспортные механизмы, удерживающие изолирующую конструкцию;
- нагнетателей воздуха;
- приборов, контролирующих показатели создаваемой среды.
Только, когда нужно получить прочные соединения, прибегают к сухим методам.
Гипербарическая сварка – частичное совмещение мокрой и сухой сварки: водолаз-сварщик находится в водной среде, а сварочный процесс происходит в небольшом боксе, из которого воздух вытесняет жидкость.
Мокрая подводная сварка подразумевает розжиг электрода в воде, не требует предварительной подготовки, но качество соединения в этом случае страдает.
Ручная подводная сварка применяется в экстренных случаях, когда важна герметичность, шов не работает на излом, кручение. Для работы необходимы специальные электроды с непромокающей обмазкой. Полуавтоматическая с использованием наплавочной порошковой проволоки применяется для создания однородных прочных швов большой длины. Результат получается хороший. Контролировать процесс проще, чем при использовании электродов по двум причинам:
- у проволоки небольшой диаметр;
- нет вспенивающей воздух обмазки.
Работать полуавтоматами в жидкой среде проще.
К сухим методам прибегают тогда, когда нужно получить прочные соединения.
Технология подводной сварки
Принцип любых сварочных процессов – расплавление металла под воздействием электрической дуги. При розжиге электрода образуется газовый пузырь – вода разлагается под воздействием электротока. Образующийся газ высвобождает пространство для дальнейшего горения электродуги.
Расплав моментально охлаждается окружающей жидкостью без образования шлакового слоя. Температура соленой морской или океанской воды может быть минусовой. Металл не успевает впитать водород, окислиться. Процесс образования пузырей во время горения дуги непрерывный. При пользовании электродами их количество увеличивается, при работе сварочной проволокой их меньше.
Форма шва
Стыковые соединения при плохой видимости выполнить сложно. Для глубинных работ приемлемы тавровые швы и сварка внахлест. Наплавочный шов получается ровным, положение присадки можно скорректировать на ощупь.
Напряжение и ток
Под водой сваривают металл на высоком напряжении, чтобы поддерживалось стабильное горение дуги. В сравнении с обычными настройками, увеличивают от 30 до 35 В. Ток делают максимальным.
Желательно работать на постоянном токе, при переменном электродуга менее стабильная. Напряжение и сила тока увеличиваются с глубиной погружения. Технических ограничений по глубинности нет, можно варить металл при любом давлении воды.
Оборудование и расходные материалы
Подводная сварка производится типовыми генераторами тока: трансформаторами, инверторами, выпрямителями. Рекомендуемые параметры применяемого оборудования:
- напряжение 80 – 120 В;
- ампераж 180 – 220 А.
Кабель, шланги должны соответствовать стандартам электробезопасности, подводная сварка сопряжена с поражениями током, особенно в морской воде с высоким содержанием солей. При энергопотерях ухудшается горение дуги.
Электроды для подводной сварки делают с парафиновым или нитролаковым покрытием, часто применяют СВ-08, СВ-08ГА и подобные. Рекомендуемая порошковая проволока – СВ-08Г2С, ППС-АН1. Размер выбирается в зависимости от толщины свариваемых металлов.
Подводная сварка невозможна без использования скафандра. Когда применяется глубоководный металлический, важно соблюдать расстояние до рабочей зоны, чтобы не возникал разряд между инструментом и скафандром.
Требования к водолазам-сварщикам
Глубинность подводной сварки под водой ограничена возможностями человеческого организма. Во время резкого всплывания возникает декомпрессия – в крови образуются пузырьки газа. Водолаз-сварщик проходит двойное обучение:
- профессиональный курс сварщика на присвоение высокого разряда;
- профподготовку водолазов, дайверов, важно научиться правильно пользоваться аквалангом, рассчитывать время пребывания под водой, определять временные интервалы глубинной выдержки во время всплытия на поверхность.
В процессе подготовки кадров особое внимание уделяется технике безопасности, специалист должен уметь хорошо плавать, проверять оборудование, знать нюансы сварочного процесса. В затрудненных условиях важно правильно организовать рабочее место, чтобы не создавались лишние помехи от течений, волн. В рабочей зоне не должны находиться незакрепленные предметы.
Для подводной работы необходимо иметь представление об устройстве обшивки ремонтируемых судов, особенностях гидросооружений, возводимых мостовых конструкций. Обучение водолазов-сварщиков проводится в специализированных центрах, где есть бассейны, разнообразное сварочное оборудование.
Источник
Сварка под водой
Подводная сварка — это метод соединения металлических изделий находящихся в жидкой среде. Он используется для строительства и ремонта опор мостов, прокладки трубопроводов через водоемы, и аварийных работах на судах. В зависимости от глубины, на которой будет вестись сварка, применяется разнообразное оборудование. Каковы нюансы этого метода? Как выполняется сварка под водой и какое используется для этого оборудование? Подробные ответы в статье ниже и в прилагаемом видео.

Особенности сварки под водой
Сварочный процесс выполняемый под слоем воды — довольно опасное занятие ввиду полного нахождения сварщика в токопроводящей среде. Организм испытывает и перегрузки из-за давления жидкости. Но благодаря этому методу соединения металлических изделий возможна быстрая прокладка трубопровода для водоснабжения поселка или микрорайона. Связать две части города мостом через реку тоже реально благодаря подводной сварке.
Сам процесс возможен из-за оттеснения жидкости испаряющимися газами от плавления металла и обмазки электрода. Данная воздушная смесь выталкивает воду из сварочной ванны и позволяет удерживать дугу и вести шов. У этого способа сваривания стали есть ряд особенностей:
- Хотя дуга горит в воздушном пузыре, на его стенки давит вода, что создает давление и на вплавляемый металл. Благодаря этому швы получают глубокую степень проплавления.
- Из-за наружного давления и быстрого охлаждения наложенного металла чешуя шва получает грубую форму.
- Испаряющиеся газы постоянно вспенивают воду и мешают наблюдения за сварочной ванной. Чистота самой жидкости тоже влияет на видимость сварщика. Вследствие чего частым дефектом является смещение центра шва. Начало процесса осложнено попаданием электрода в точку соединения деталей. Поскольку через защитный фильтр ничего не видно в темноте, то сварщику приходится второй рукой браться за кончик электрода и направлять его на начало шва.
- Подводная сварка отличается повышенными режимами тока, чем при аналогичной работе на суше. Это необходимо из-за быстрого охлаждения металла. В результате, можно получить надежное герметичное соединение. Но быстрая кристаллизация молекулярной решетки делает шов слабым для сопротивления на излом, и с низкой ударной вязкостью.
- Еще одной особенностью является трудный розжиг. Металлические конструкции, находящиеся под слоем воды, частично покрыты коррозией, что усложняет возбуждение дуги. Сварщику приходится буквально ковырять электродом по изделию (постукивать не получиться ввиду медленности этого движения в воде).
- Вертикальные швы выполняются сверху вниз, поскольку сила притяжения действует и под водой. Только дуга должна гореть непрерывно, чтобы производить газовый пузырь и обеспечивать возможность накладки шва.
Виды подводной сварки
Сварка под водой имеет несколько вариантов. Все они основаны на создании сварочной ванны путем горения электрической дуги, но отличаются видами исполнения и предназначения.
Ручная мокрая и полуавтоматическая
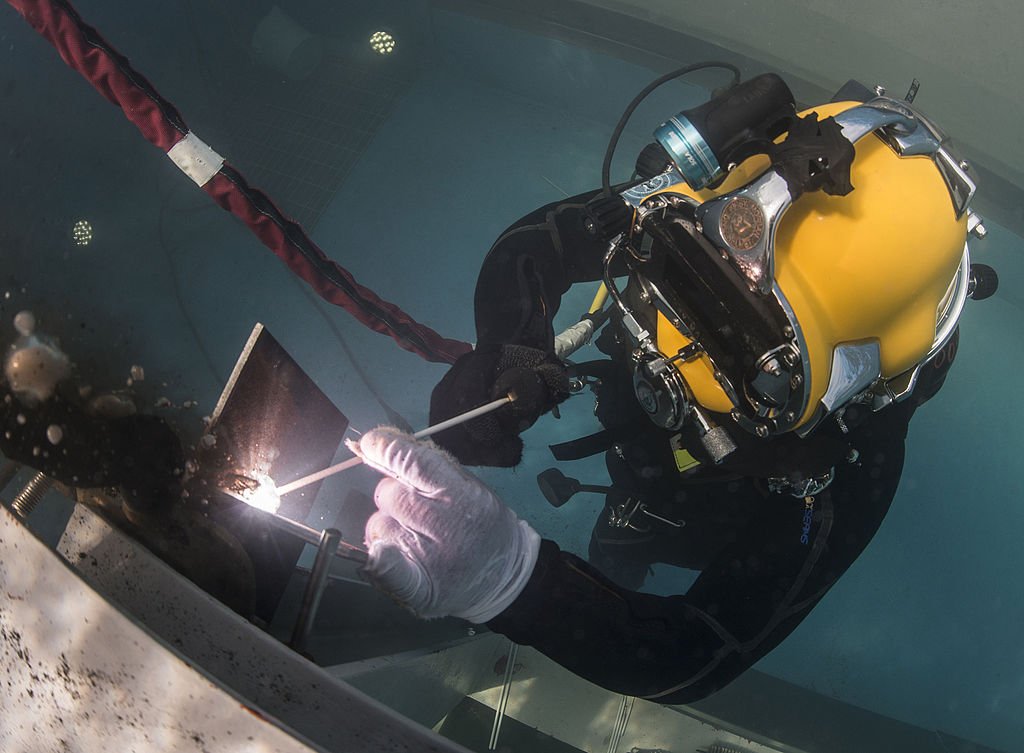
Самым простым и дешевым методом подводного соединения металлов считается мокрая ручная сварка. Она выполняется покрытыми электродами или горелкой с механизмом подачи проволоки и продувкой защитным газом. Этим методом можно быстро заварить стык трубы или тавровое соединение опоры моста. Так легко поставить латку на днище корабля в чрезвычайных условиях, когда до ремонтной верфи еще далеко.
Работа покрытыми электродами в подводных условиях схожа на аналогичный процесс на суше. Так выполняется сварка и резка металлов погруженных в жидкость. Только для разрезания стали необходимо еще больше поднять силу тока и удерживать электрод на одном месте, пока там не появиться сквозное отверстие. Этому можно содействовать, если после расплавления верхнего слоя пытаться проткнуть стержнем электрода оставшуюся толщину металла. Эти работы могут проводиться на глубине максимум 40 метров. Но вести их следует короткими этапами с перерывами. Кабеля, подаваемые в воду, должны быть цельные (без скруток) для избежания потерь напряжения и ударов тока. Держатель специализированный для подводной сварки, содержит минимум открытых токопроводящих частей. Электроды должны вставляться и фиксироваться одним движением.
В рабочей камере
Подводная сварка в небольшой камере используется там, где требуется особо прочное соединение. Метод заключается в применении небольшого резервуара, который накладывается вокруг трубы. Из него откачивается вода. Стенки камеры имеют прозрачную структуру, через которую легко наблюдать за горением дуги и формированием шва. Сварщик управляет горелкой через специальные отверстия.
Благодаря этому шов выполняется в сухой среде, как обычное соединение. Металл остывает постепенно, что содействует хорошим показателям ударной вязкости. Испаряющиеся газы не создают бульбы, мешающие обзору. Но метод имеет недостатки ввиду специализированного изготовления камеры под конкретные виды работ. Поэтому применяется только на очень ответственных стыках. Поскольку сам сварщик продолжает находится под водой, максимальная глубина работ остается 40 метров.
В сухом боксе
Еще один метод подводной сварки заключается в помещении изделия и сварщика в мобильный бокс, из которого выкачивается вода. Рабочий остается в водолазном костюме, но работает в полностью сухой среде, или стоя по пояс в воде. Швы получаются как на суше. На сварщика не давит окружающая жидкость. Работы ведутся с большей продолжительностью и скоростью. Метод используется на ответственных соединениях, объемных конструкциях, или больших глубинах. Является одним из самых дорогих ввиду необходимости подъемного крана и аренды самого бокса.
Режимы сварки
Чаще всего используется первый из описанных видов подводной сварки. Он самый дешевый, и позволяет получать качественные соединения. Для этого важны правильные режимы. Под водой лучше выполнять сварочные работы на постоянном токе, так дуга горит более стабильно. Сила тока устанавливается выше, чем на суше, из-за быстрого охлаждения металла покрывающей жидкостью. Оптимальные параметры для работы электродами диаметром 4-5 мм составляют 200-250 А, с коэффициентом наплавки около 6 г/А х Ч.
Напряжение при подводной сварке не должно превышать 35 В. Это важно для безопасности рабочего. Дефекта прожига металла не происходит ввиду постоянного охлаждения изделия водой.
Применяемые электроды
Электроды для подводной сварки в своем составе похожи на применяемые аналогичные материалы на суше. Проволока для стержня изготавливается из малоуглеродистой стали. Это содействует хорошей интеграции в основной металл и предотвращению пор.
Обмазка, создающая газовое облако, идентична электродам для сварки на воздухе. Отличаются эти изделия более толстым слоем покрытия. Еще в ее состав добавляют целлулоидный лак, смолу и парафин, что создает защитный слой от влаги. Благодаря этому обмазка электродов не раскисает в воде.
Возможности подводной резки
Хотя разрезать металлическое изделие под водой возможно и покрытыми электродами, существуют и более быстрые методы, применяемые для объемных работ. В данном случае используется электрод-кислородная резка. В процессе участвуют: аппарат с постоянным током, кислородный баллон, рукав с кабелем и шлангом, специальный держатель. Суть заключается в разогревании металла электрической дугой от неплавящегося электрода. Последний имеет трубчатую структуру, через отверстие в котором подается струя кислорода, разделяющая расплавленный металл. Испарения от дуги предотвращают попадание воды в зону сварки.
Сваривание металлов под водой трудоемкий и рискованный процесс. В зависимости от глубины и характера соединения используются различные виды этой сварки. Но благодаря такому методу возможно очень быстро возводить мосты, и прокладывать магистрали из труб.
Источник



